




Термокомпрессионная технологическая оснастка для диффузионной сварки и пайки в вакуумных печах
Авторы: Зоркин Александр Яковлевич, Масленникова Мария Владимировна, Ткаченко Валерий Олегович
Рубрика: 7. Машиностроение
Опубликовано в
III международная научная конференция «Технические науки: теория и практика» (Чита, апрель 2016)
Дата публикации: 26.03.2016
Статья просмотрена: 446 раз
Библиографическое описание:
Зоркин, А. Я. Термокомпрессионная технологическая оснастка для диффузионной сварки и пайки в вакуумных печах / А. Я. Зоркин, М. В. Масленникова, В. О. Ткаченко. — Текст : непосредственный // Технические науки: теория и практика : материалы III Междунар. науч. конф. (г. Чита, апрель 2016 г.). — Чита : Издательство Молодой ученый, 2016. — С. 100-103. — URL: https://moluch.ru/conf/tech/archive/165/10098/ (дата обращения: 05.05.2024).
Процесс диффузионной сварки (ДС) в вакууме позволяет получить прочные и герметичные соединения керамики с металлами без использования припоев [1,2]. Однако, существует дефицит специализированного оборудования для выполнения процесса ДС. В тоже время, предприятия приборостроения имеют многочисленную номенклатуру вакуумных печей, в которых возможно осуществлять диффузионную сварку различных материалов на основе использования термокомпрессионной технологической оснастки. Данный метод известен [2,3] и основан на использовании в конструкции технологической оснастки деталей из материалов с различными температурными коэффициентами линейного расширения (ТКЛР). Практическое использование рассматриваемого метода осложняется отсутствием расчетных методик, позволяющих оценить влияние выбора материалов деталей и режимов нагрева на величину возникающих в оснастке усилий сжатия свариваемых деталей.
Предложена расчетная методика термокомпрессионного метода ДС металлокерамических узлов в вакуумных печах.
Рассмотрена простая конструкция металлокерамического узла (рис.1) состоящая из металлизированных керамических колец из керамики ВК 94–1 (поз.1) и металлических колец — из прецизионного сплава 37НКВТЮ-ИД (поз.3). Между керамикой и прецизионным сплавом помещалась прокладка из меди М0б (поз.2) толщиной 0,1÷0,25 мм.
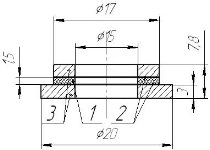
Рис. 1. Конструкция металлокерамического узла
Конструкция технологической оснастки для термокомпрессионного метода ДС в высоковакуумной печи типа «Вега-3М» представлена на рис.2.
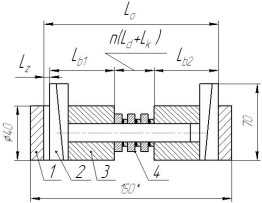
Рис. 2. Конструкция термокомпрессионного приспособления: 1- корпус (титановый сплав ВТ-20); 2- система клиньев (12Х18Н10Т); 3- вкладыши (12Х18Н10Т); 4- набор свариваемых деталей
Предложена инженерная методика расчета параметров термокомпрессионной технологической оснастки для ДС металлокерамических узлов.
Использовались исходные данные из ГОСТов на материалы из справочников [4,5]:
– геометрические размеры деталей (см. рис.1 и рис.2);
– температурные коэффициенты линейного расширения материалов (1/К): ВТ-20 α0=9,5∙10–6; 12Х18Н10Т αb=18,2∙10–6; 37НКВТЮ-ИД αk1=8,3∙10–6; М0б αk2=18,6∙10–6; ВК 94–1 αd=6,5∙10–6;
– модули упругости материалов (Па): ВТ-20 E0=1,17∙1011; 12Х18Н10Т Eb=1,53∙1011; 37НКВТЮ-ИД Ek1=1,6∙1011; М0б Ek2=1,22∙1011; ВК 94–1 Ed= 2,1∙1011;
– температуры плавления материалов (К): ВТ-20 TП0=1950; 12Х18Н10Т TПb=1725; 37НКВТЮ-ИД TПk1=1750; М0б TПk2=1750; ВК94–1 ТПd=2750.
Вначале задавалась скорость нагрева технологической оснастки в вакуумной печи — VT=0,185 K/c. Величина зазора LZ принималась равной 0,5∙10–3 м.
На основе исходных данных определялась скорость термической деформации (м/с):
|
|
(1) |
где: n — количество комплектов свариваемых узлов (3 шт).
Расчет напряжений текучести свариваемых деталей (Па) определялся по уравнению:
|
|
(2) |
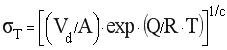 ,
,
где: Q=22350±100 кажущаяся энергия активации ползучести (Дж/моль), определенная из экспериментов по деформации свариваемых деталей в рассматриваемой оснастке при различных температурах (773÷1173 К).
R — универсальная газовая постоянная (8,3);
A — нормировочный коэффициент (9×10–27);
с — показатель степени (3);
Т — текущее значение температуры (300÷1300 К).
Для расчета принимались линейные интерполяции зависимостей модулей упругости выбранных материалов от температуры:
|
|
(3) |
где:E0- значение модуля упругости материалов при комнатной температуре (300 К);
T — текущее значение температуры (300÷1300 К);
Tп- температура плавления материалов (К).
Площадь контакта (м2) керамических колец в свариваемом узле (площадь сварки) ![]() . Площадь сечения (м2) корпуса оправки
. Площадь сечения (м2) корпуса оправки ![]() .
.
Формулы для расчета термической, упругой и общей деформаций расматриваемой сборки (м):
|
|
(4) |
|
|
(5) |
|
|
(6) |

где: Т — текущее значение температуры (300÷1300 К);
n — количество комплектов свариваемых узлов (3 шт).
Формула для расчета общего усилия (Н) в технологической оснастке:
|
|
(7) |
Результаты расчетов по формулам (1–7) рассматриваемой технологической оснастки приведены на рис.3.
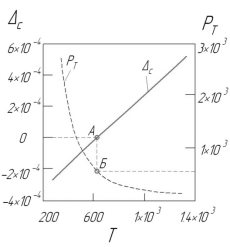
Рис. 3. Зависимость общей деформации (м) и усилия сжатия (Н) свариваемых деталей в технологической оснастке от температуры (К)
Отрицательные значения ΔС соответствуют интервалу нагрева с невыбранным зазором LZ. Нулевое значение ΔС соответствует исчезновению зазора (точка А на кривой общей деформации) и началу возникновения сжимающего усилия на свариваемых деталях (точка Б на кривой общего усилия).
Предложенная методика расчета параметров термокомпрессионной технологической оснастки для процесса ДС металлокерамических узлов в вакуумных печах позволяет моделировать этапы нагрева и подбирать необходимые размеры деталей и величины зазора LZ. Выбор величины зазора LZ позволяетисключить работу технологической оснастки при больших значениях общего усилия PT, которые приводят к разрушению керамических деталей (значения на кривой PTлевее точки Б).
Литература:
- Диффузионная сварка материалов: Справочник. /Под ред. Н. Ф. Казакова. — М.: Машиностроение, 1981. — 271с.
- Конюшков Г.В, Мусин Р. А. Специальные методы сварки давлением. Учебное пособие.-Саратов: Ай Пи Эр Медиа, 2009.-632 с.
- Технология прецизионной диффузионной сварки в точном приборостроении. /А. Г. Щербак, В. Г. Кедров. — СПб: ГНЦ РФ — ЦНИИ “Электроприбор”, 1997. — 166с.
- Физические величины: Справочник/А. П. Бабичев, Н. А. Бабушкина, А. М. Братковский и др.; Под. Ред. И. С. Григорьева, Е. З. Мейлихова.- М.; Энергоатомиздат, 1991. — 1232 с.
- Прецизионные сплавы: Справочник. /Под ред. Б. В. Молотилова. — М.: Металлургия, 1974. — 448с.
Похожие статьи
Теория и технология диффузионной сварки через...
Технологическая оснастка при сварке корпуса реакторной...
Термокомпрессионная технологическая оснастка для диффузионной сварки и пайки в вакуумных печах.
Исследование особенностей формирования проволочных...
Основными методами присоединения микропроводников являются: термокомпрессионная микросварка (ТКС), ультразвуковая сварка (УЗС), сварка
Критерием оценки качества сварных микросоединений при визуальном контроле можно принять величину деформации проводника.
Альтернативные технологии пайки: парофазная пайка
Термокомпрессионная технологическая оснастка для диффузионной сварки и пайки в вакуумных печах.
Вначале задавалась скорость нагрева технологической оснастки в вакуумной печи — VT=0,185 K/c.
Вопросы совершенствования конструкции трубосварочного...
Термокомпрессионная технологическая оснастка для...
Термокомпрессионная технологическая оснастка для... Процесс диффузионной сварки (ДС) в вакууме позволяет получить прочные и герметичные соединения керамики с металлами без.
Герметизация тальком как способ минимизации энергозатрат при...
Термокомпрессионная технологическая оснастка для... Рассмотрена простая конструкция металлокерамического узла (рис.1) состоящая из металлизированных керамических колец из керамики.
Обеспечение герметичности разъемных соединений...
По результатам исследований [1,3,4] при работе технологических машин под действием климатических температур в зимнее и
Это нормальная деформация контактной зоны, а также относительные вращательные и
А. В. Чичинадзе, Э. Д. Браун, Н. А. Буше и др.; Под общ.
Особенности диагностирования сварных соединений...
Сварка технологических трубопроводов и печных змеевиков нефтеперерабатывающих и
деформации (при меньшем значении предела текучести (σт) металл деформируется
никеля, недостаточным для исключения диффузионных процессов атомов углерода в зоне...
Электроконтактная приварка материалов при восстановлении...
Совокупность этих параметров определяет температуру, интенсивность и величину пластической деформации соединяемых материалов.
Результаты проведенных исследований позволили разработать технологические рекомендации для восстановления и упрочнения...
Плазменная наплавка, упрочнение и выбор способа...
Общие вопросы технических наук.
Понижение работоспособности технологических машин характеризуется систематическим появлением брака, уменьшением
Столб электрический дуги сжимается газом, что способствует подъему его температуры до 16000–17000 0С и более.
Похожие статьи
Теория и технология диффузионной сварки через...
Технологическая оснастка при сварке корпуса реакторной...
Термокомпрессионная технологическая оснастка для диффузионной сварки и пайки в вакуумных печах.
Исследование особенностей формирования проволочных...
Основными методами присоединения микропроводников являются: термокомпрессионная микросварка (ТКС), ультразвуковая сварка (УЗС), сварка
Критерием оценки качества сварных микросоединений при визуальном контроле можно принять величину деформации проводника.
Альтернативные технологии пайки: парофазная пайка
Термокомпрессионная технологическая оснастка для диффузионной сварки и пайки в вакуумных печах.
Вначале задавалась скорость нагрева технологической оснастки в вакуумной печи — VT=0,185 K/c.
Вопросы совершенствования конструкции трубосварочного...
Термокомпрессионная технологическая оснастка для...
Термокомпрессионная технологическая оснастка для... Процесс диффузионной сварки (ДС) в вакууме позволяет получить прочные и герметичные соединения керамики с металлами без.
Герметизация тальком как способ минимизации энергозатрат при...
Термокомпрессионная технологическая оснастка для... Рассмотрена простая конструкция металлокерамического узла (рис.1) состоящая из металлизированных керамических колец из керамики.
Обеспечение герметичности разъемных соединений...
По результатам исследований [1,3,4] при работе технологических машин под действием климатических температур в зимнее и
Это нормальная деформация контактной зоны, а также относительные вращательные и
А. В. Чичинадзе, Э. Д. Браун, Н. А. Буше и др.; Под общ.
Особенности диагностирования сварных соединений...
Сварка технологических трубопроводов и печных змеевиков нефтеперерабатывающих и
деформации (при меньшем значении предела текучести (σт) металл деформируется
никеля, недостаточным для исключения диффузионных процессов атомов углерода в зоне...
Электроконтактная приварка материалов при восстановлении...
Совокупность этих параметров определяет температуру, интенсивность и величину пластической деформации соединяемых материалов.
Результаты проведенных исследований позволили разработать технологические рекомендации для восстановления и упрочнения...
Плазменная наплавка, упрочнение и выбор способа...
Общие вопросы технических наук.
Понижение работоспособности технологических машин характеризуется систематическим появлением брака, уменьшением
Столб электрический дуги сжимается газом, что способствует подъему его температуры до 16000–17000 0С и более.




