




В настоящее время системы автоматизированного проектирования (САПР) используются людьми самых разных профессий от инженера-конструктора до организатора производства. Это связано, прежде всего с тем, что средства САПР представляют пользователям самые широкие возможности по сравнению с традиционными методами проектирования.
Особое значение разработка и внедрение систем автоматизации приобретает и на предприятиях швейной промышленности, так как подготовка производства новых моделей швейных изделий предусматривает разработку технологических процессов их изготовления. Эта работа должна быть выполнена в сжатые сроки и с минимальными затратами, причем должен быть выбран оптимальный вариант производства, так как на стадии проектирования технологического процесса заранее задается интенсивность функционирования предприятия.
Совершенствование технологии изготовления швейных изделий происходит за счет внедрения трудосберегающих технологий и системы автоматизации технологической подготовки производства (САПР).
Для использования компьютерных технологий необходимо разработать модель, построить алгоритм на основе этой модели, т. е. разработать методику и создать программу для работы компьютера.
Технологический процесс изготовления швейного изделия (ТПШИ) представляет собой целостную сложную систему, разделённую на этапы, блоки, группы операций, методы обработки и технологически-неделимые операции по иерархическому признаку.
Форма представления перечисленной информации носит описательный и визуальный характер и не позволяет использовать ее непосредственно для автоматизированного способа моделирования технологического процесса изготовления швейного изделия. Необходима формализация исходной информации.
База данных (БД) вместе с системой методов и средств, предназначенных для централизованного накопления, хранения, обновления, поиска и выдачи информации пользователю в процессе проектирования является основой информационного обеспечения САПР.
Начиная разрабатывать БД, необходимо определить структурную схему и логику получения и хранения информации, которая будет положена в основу автоматизации проектирования технологического процесса изготовления швейного изделия.
База данных разработана и реализована в программной среде СУБД Microsoft Access. Microsoft Access предоставляет значительные возможности по работе с хранящимися данными, их обработке и совместному использованию.
Логическая структура базы данных представлена на рисунке 1.
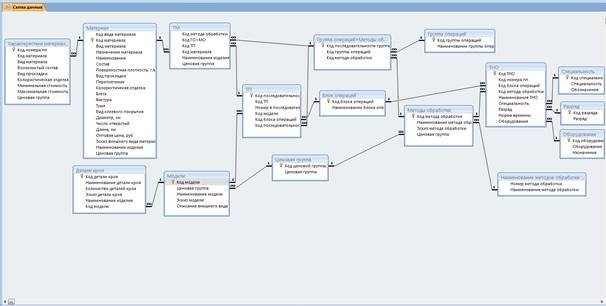
Рисунок 1 – Структура базы данных
Разрабатываемая база для формирования технологической последовательности с учётом выбранных методов обработки была сделана из 13-ти справочных таблиц и трёх таблиц-связок. Структура БД быть такой, чтобы при работе требовалось вводить в нее как можно меньше данных. Так как ввод некоторых данных приходится неоднократно повторять, то для формализации исходной информации и связи таблиц в базе данных каждой записи задаётся её кодовое обозначение.
В базе данных все уровни связаны между собой с помощью ключевых полей. В ключевое поле заносится код, с помощью которого классифицируется информация на каждом уровне проектирования.
Укрупненная структура технологического процесса на примере изготовления мужского пиджака представлена в таблице 1.
Таблица 1. Классификация блоков, групп операций и методов обработки мужского пиджака
|
Код блока |
Код группы операций |
Код метода обработки |
Наименование |
|
1 |
2 |
3 |
4 |
|
1 |
|
|
Заготовительные операции |
|
2 |
|
|
Монтажные операции |
|
3 |
|
|
Отделочные операции |
|
|
01 |
|
Обработка переда и отлетного каркаса |
|
|
02 |
|
Обработка спинки |
|
|
03 |
|
Обработка подборта |
|
|
04 |
|
Обработка воротника |
|
|
05 |
|
Обработка рукавов |
|
|
06 |
|
Обработка плечевых накладок |
|
|
07 |
|
Обработка подкладки |
|
|
08 |
|
Отделка пиджака |
|
|
|
01 |
Обработка прокладками средней части переда |
|
|
|
02 |
Обработка прокладками подборта |
|
|
|
03 |
Обработка прокладками боковой части переда |
|
|
|
04 |
Обработка прокладками спинки |
|
|
|
05 |
Дублирование частей рукава |
|
|
|
06 |
Дублирование мелких деталей пиджака |
|
|
|
07 |
Обработка отлетного каркаса |
|
|
|
08 |
Обработка рельефов переда |
|
|
|
09 |
Обработка плечевых накладок |
|
|
|
10 |
Обработка вытачки на переде пиджака |
|
|
|
11 |
Обработка верхнего прорезного кармана с листочкой |
|
|
|
12 |
Обработка бокового прорезного кармана с двумя обтачками и клапаном |
|
|
|
13 |
Соединение отлетного каркаса с передом |
|
|
|
14 |
Обработка спинки |
|
|
|
15 |
Обработка рельефов спинки |
|
|
|
16 |
Обработка шлицы спинки |
|
|
|
17 |
Обработка шлицы рукава |
|
|
|
18 |
Обработка рукава |
|
|
|
19 |
Втачивание рукава в пройму и соединение плечевой накладки с изделием |
|
|
|
20 |
Обработка воротника |
|
|
|
21 |
Соединение воротника с изделием |
|
|
|
22 |
Обработка левого и правого верхних внутренних прорезных карманов с двумя обтачками |
|
Окончание таблицы 1 |
|||
|
1 |
2 |
3 |
4 |
|
|
|
23 |
Обработка подкладки изделия |
|
|
|
24 |
Окончательная отделка пиджака |
В таблицах “Блок операций” и “Группа операций” код состоит из цифр. Для таблиц “Методы обработки” и “ТНО” используется буквенно-цифровой код, который состоит из двух букв и цифр (таблица 2).
Таблица 2. Классификация методов обработки и ТНО мужского пиджака высокой ценовой группы (фрагмент)
|
Код метода обра-ботки |
Код ТНО |
Наименование ТНО |
Специаль-ность |
Разряд |
Норма времени, сек. |
Оборудование |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
ПВ01_1 |
|
|
|
|
|
|
|
|
ПВ1_10 |
Выстегать среднюю часть переда неклеевой прокладкой |
Р |
4 |
1820 |
Стол для ручных работ, ручная игла № 4, нитки, ножницы |
|
|
ПВ1_20 |
Продублировать низ борта средней части переда клеевой прокладкой |
П |
3 |
35 |
Пресс MultiStar DX 1400C, ,,Kannegiesser” (Германия) |
|
|
… |
… |
… |
… |
… |
… |
|
|
|
Итого по обработке прокладками средней части переда |
|
|
1925 |
|
|
… |
… |
… |
… |
… |
… |
… |
|
|
|
Итого по изделию |
|
|
13288 |
|
Буквы кода определяют изделие, к которому относится метод обработки и ценовую группу, а цифры – номер в последовательности и номер варианта. Например:
ПВ12_1 – “Обработка бокового прорезного кармана с двумя обтачками и клапаном”: Пиджак высокой ценовой группы; 12 – номер метода обработки по порядку; _1 – номер варианта.
ПВ12_2 – “Обработка бокового прорезного кармана с двумя обтачками и клапаном (сложная рамка)”.
С использованием такой системы кодирования при создании отчёта с помощью запроса формируется технологическая последовательность на модель конкретной ценовой группы.
Кодирование позволяет выстроить логическую схему формирования технологической последовательности изготовления швейного изделия и последовательно получить затраты времени по блоку операций, группам операций, методам обработки и по изделию в целом. Фрагмент отчёта на технологическую последовательность изготовления швейного изделия представлен на рисунке 2.
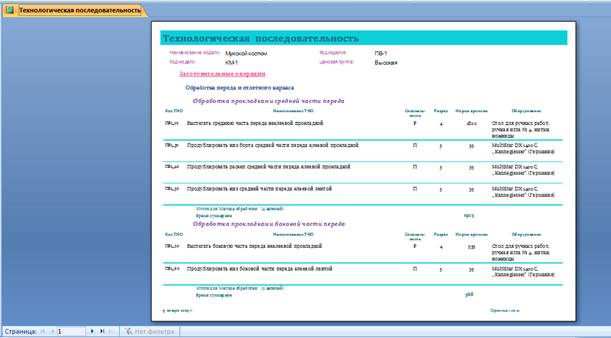
Рисунок 2 - Отчёт
В настоящее время среди известных АСТПП не существует системы с БД методов обработки изделий разных ценовых групп (высокой, средней или низкой). Такой подход к проектированию технологического процесса обеспечит конкурентоспособность и качество продукции, наиболее полно удовлетворяющее спрос населения всех ценовых сегментов рынка. Поэтому созданная и реализованная авторами база данных позволяет повысить качество проектных решений и, как следствие, качество готовой продукции.
