




Данная статья посвящена результатам исследования математической модели теплообмена между охлаждающим воздухом и алюминиевыми слитками с переменными факторами. На основании исследований модели теплообмена с постоянными режимными и конструктивными факторами авторами были сделан вывод, что постоянные режимные и конструктивные факторы не обеспечивают заданную скорость охлаждения и не позволяют оптимизировать процесс охлаждения. В данной статье исследуется теплообмен на слитке ![]() и определяется как изменяется общее время охлаждения при изменении скорости охлаждающего воздуха
и определяется как изменяется общее время охлаждения при изменении скорости охлаждающего воздуха ![]() в течении времени и ширины канала
в течении времени и ширины канала ![]() .
.
Термическая обработка алюминиевых слитков имеет большое значения для снижения дендритной ликвации сплава, возникшей при его литье. Термическая обработка является одним из самых энергозатратных в тепловых технологиях. Задача снижения энергетических затрат является одной из приоритетных в современной энергетике. На величину энергетических затрат в процессе термической обработки оказывают влияние многие режимные и конструктивные факторы. Одним из видов термической обработки алюминия является гомогенизационный отжиг. Важным моментом после гомогенизации является скорость охлаждения слитка. Как известно, скорость охлаждения алюминиевых слитков после гомогенизации не должна превышать критическую. Одним из способов, позволяющим вести организованный процесс охлаждения слитков с заданной скоростью, является использование специальной камеры охлаждения.
Авторами рассматривались математические модели, описывающие теплообмен при охлаждении алюминиевых слитков воздухом в камере охлаждения. Обобщенная математическая модель для ряда, состоящего из нескольких алюминиевых слитков, имеет вид [1]
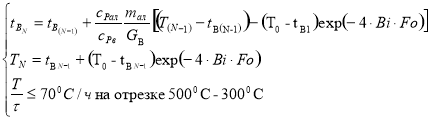 , (1)
, (1)
где ![]() - температура воздуха после охлаждения слитка,
- температура воздуха после охлаждения слитка, ![]() — температура алюминиевого слитка,
— температура алюминиевого слитка, ![]() - заданная скорость охлаждения слитков.
- заданная скорость охлаждения слитков.
Данная модель позволяет провести исследование теплообмена при постоянных или переменных режимных и конструктивных факторах. Режимным фактором, влияющим на время охлаждения слитков, является только скорость охлаждающего воздуха. Конструктивными факторами являются диаметр слитка ![]() и ширина канала
и ширина канала ![]() .
.
Для снижения энергетических затрат необходимо исследовать теплообмен между охлаждающим воздухом и слитками и оптимизировать конструктивные и режимные факторы.
Авторами было выполнено исследование теплообмена при постоянных факторах [2]. На его основании следует вывод, что постоянные режимные и конструктивные факторы не обеспечивают заданную скорость охлаждения и не позволяют оптимизировать процесс охлаждения, поэтому необходимо изучить процесс теплообмена при переменных факторах.
Проведем исследование с помощью математической модели (1) на слитке ![]() и выясним как изменяется общее время охлаждения при изменении скорости охлаждающего воздуха
и выясним как изменяется общее время охлаждения при изменении скорости охлаждающего воздуха ![]() в течении времени и ширины канала
в течении времени и ширины канала ![]() . Исходными данными для расчета являются: начальные температуры охлаждения слитка
. Исходными данными для расчета являются: начальные температуры охлаждения слитка ![]() и нагрева воздуха
и нагрева воздуха ![]() , ширина канала
, ширина канала ![]() , количество слитков в ряду
, количество слитков в ряду ![]() , длина слитка
, длина слитка ![]() , время охлаждения
, время охлаждения ![]() .
.
Расчет ведем при изменяющихся конструктивных факторах: диаметре слитков
По результатам расчета построены графики, представленные на рис. 1–3. На рисунках 1–3 показаны графики, отражающие зависимость температуры слитков от времени охлаждения при различной ширине канале ![]() , и сравнительный график (рис.4) скорости охлаждающего воздуха от времени охлаждения для трех значений ширины канала
, и сравнительный график (рис.4) скорости охлаждающего воздуха от времени охлаждения для трех значений ширины канала ![]() .
.
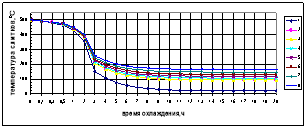
Рис. 1. Зависимость температуры слитков от времени охлаждения, ![]() ,
, ![]() (1,2,….,8 — номера слитков)
(1,2,….,8 — номера слитков)
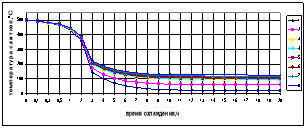
Рис. 2. Зависимость температуры слитков от времени охлаждения, ![]() ,
, ![]() (1,2,….,8 — номера слитков)
(1,2,….,8 — номера слитков)
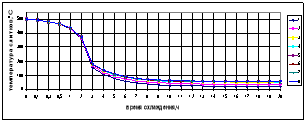
Рис. 3. Зависимость температуры слитков от времени охлаждения, ![]() ,
, ![]() (1,2,….,8 — номера слитков)
(1,2,….,8 — номера слитков)
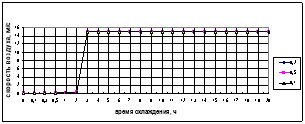
Рис. 4. Зависимости скорости охлаждающего воздуха от времени охлаждения для слитков ![]() , с различной шириной канала
, с различной шириной канала ![]() (
(![]() )
)
Из рисунков 1–4 можно сделать следующие выводы:
-
увеличение ширины канала
 ведет к более низкой конечной температуры слитков, что можно проследить на рис. 1–3. Это объясняется большим количеством охлаждающего воздуха, поступающего в канал. Также можно отметить, что при широком канале температура слитков в ряду почти одинакова (рис. 3).
ведет к более низкой конечной температуры слитков, что можно проследить на рис. 1–3. Это объясняется большим количеством охлаждающего воздуха, поступающего в канал. Также можно отметить, что при широком канале температура слитков в ряду почти одинакова (рис. 3).
-
Время охлаждения слитков до
 не зависит от размера канала и составляет
не зависит от размера канала и составляет  . Об этом свидетельствуют рис. 1, 2, 3.
. Об этом свидетельствуют рис. 1, 2, 3.
- После определенного времени охлаждения температура слитков начинает очень слабо меняться во времени. Это можно объяснить тем, что в течении времени перепад температуры между слитками и воздухом становится все меньше.
-
Скорость охлаждающего воздуха в течении времени, необходимого для охлаждения слитков до , очень мала и составляет примерно
 , о чем свидетельствует рис. 4. Расход охлаждающего воздуха при этом составит
, о чем свидетельствует рис. 4. Расход охлаждающего воздуха при этом составит  .
.
Проведенное исследование позволяет произвести оптимизацию конструктивных параметров, главным из которых является ширина канала ![]() . Комплексная оптимизация имеет цель получения наивыгоднейших режимных и конструктивных факторов и определения оптимального времени охлаждения слитков.
. Комплексная оптимизация имеет цель получения наивыгоднейших режимных и конструктивных факторов и определения оптимального времени охлаждения слитков.
Литература:
- Горшенин, А. С. Совершенствование процесса охлаждения алюминиевых слитков воздухом на основе моделирования регулируемого конвективного теплообмена: дис. … канд. тех. наук: 05.14.04. — С., 2013. — 151 с.
- Горшенин А. С., Щелоков А. И. Исследование теплообмена при охлаждении алюминиевых слитков с постоянными режимными и конструктивными факторами для повышения энергоэффективности // Промышленная энергетика. 2012. № 10. С. 23–26.
