This article examines the process of checking the alignment of a CNC machine spindle and tailstock using a laser system. A diagram of the laser system and its operating algorithm are presented. The system's operating errors and options for eliminating them are briefly discussed. A conclusion is reached regarding the feasibility of using laser systems to assess the accuracy of CNC machines during assembly.
Keywords: laser system, CNC machine, machine accuracy, laser alignment algorithm, alignment errors, spindle, tailstock.
При сборке токарно-фрезерного станка с ЧПУ наиболее трудоемкой операцией является установка шпинделя, а именно переходы выставления соосности шпиндельной и задней бабки станка. В текущем состоянии используются оправки для шпиндельной и задней бабки, индикаторы, а также приспособление с центрикатором, для определения положения оси шпиндельной бабки относительно оси задней бабки. После этого производится регулировка подкладок и положения шпиндельной бабки со снятием шпиндельной бабки и всех приспособлений. Затем проводится повторная проверка соосности. По итогу этих действий проверку соосности необходимо производить множество раз и в текущем состоянии с использованием оправок, индикаторов и приспособления с центрикатором, данная проверка занимает много времени и обладает плохой наглядностью результатов, так как необходимо учитывать изначальные положения центрикатора и индикаторов, и производить математические вычисления итогового отклонения от соосности.
Допуск соосности шпиндельной и задней бабки станка с ЧПУ определяется согласно ГОСТ Р ИСО 13041–1–2021 «Условия испытаний токарных станков с числовым программным управлением и токарных обрабатывающих центров» [1]. Проверка соосности осей задней и шпиндельной бабки включена в проверку G19.
Согласно данному ГОСТу, отклонение от соосности осей шпиндельной и задней бабки должно укладываться в диапазон от 0 до 0,02 мм при межосевом расстоянии 500 мм. Данная проверка является финальной после сборки станка с ЧПУ. Во время сборки применяются центрикатор, индикаторы и оправки для определения положения шпиндельной бабки. В качестве замену этому методу рассмотрим возможность использования лазерной системы.
Целью системы является определение угловых отклонений и линейных смещений шпиндельной бабки относительно задней бабки. А именно линейные смещение




В шпиндельной бабке установлена мишень, которая принимает лазерный луч и определяет координаты лазерного пятна. Мишень может вращаться относительно оси Z шпиндельной бабки. На рис. 1 представлена схема системы.
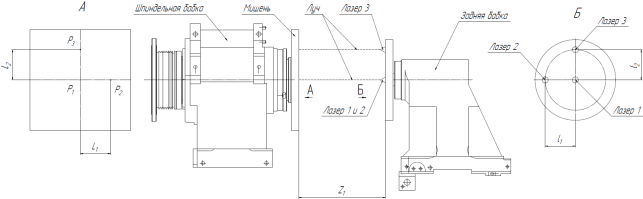
Рис. 1. Схема системы
Базирование лазерного блока в пиноли задней бабки осуществляется через конус Морзе 3. Это обеспечивает высокую точность центрирования, но требует введения поправок на возможные погрешности изготовления конуса.
Погрешность установки складывается из следующих составляющих: отклонение оси конуса от геометрической оси пиноли (биение)и угловая погрешность базирования (перекос).
Для компенсации этих погрешностей предусмотрена процедура калибровки: лазерный блок устанавливается в пиноль, измеряется положение пятен на мишени при двух угловых положениях блока (поворот на 180°). По разности координат вычисляются векторы погрешностей, которые затем исключаются из результатов измерений. При вращении шпинделя появляются динамические составляющие в координатах пятна. В связи с этим сканирование будет производиться в нескольких фиксированных положениях. Что будет вполне достаточно для определения центра окружности.
Для гарантированного получения погрешности ≤ 0,009 мм необходимо:
Измерить реальные расстояния между осями лазеров на оправке с погрешностью ≤ 1 мкм (на координатно-измерительной машине), расстояние должно быть не меньше 120 мм.
Установить лазерный блок в пиноль задней бабки с базированием на конус Морзе 3 и штифт, для совпадения направления отрезков
В качестве излучателя использовать прецизионный лазерный модуль с круговым коллимированным профилем с распределением интенсивности согласно распределению Гаусса, с погрешностью наведения не более 0,05мрад.
Установить мишень на подвижную планшайбу шпиндельной бабки с базированием по диаметру и торцу, на которые будет устанавливаться токарный патрон, и штифт для фиксации шпинделя при первом снимке.
Использовать в мишени КМОП матрицу с размером пикселя не более 6х6 мкм.
Выполнить съёмку первого кадра при зафиксированном шпинделе для определения углового отклонения.
Выполнять съёмку не менее N = 12 кадров на оборот шпинделя для усреднения при определении линейного отклонения.
При обработке результатов применять субпиксельную обработку по патенту [2].
Угловое отклонение определять по искажению отрезков

При нахождении центра окружности по 12 точкам использовать метод Каса [3].
Полученная система обеспечивает необходимую для данной операции точность и может быть реализована с помощью элементов доступных в открытой продаже.
Литература:
- ГОСТ ИСО 13041–1–2021 условия испытаний токарных станков с числовым программным управлением и токарных обрабатывающих центров. Часть 1. Станки с горизонтальным шпинделем. — Введ. 2022–07–01. — М.: Стандартинформ, 2021. — 48 с.
- Способ определения с субпиксельной точностью пиксельных координат центра лазерного пятна маломощного лазера: пат. 2834963 Рос. Федерация. № 2024115686 / Штрунова Е. C.; заявл. 06.06.2024; опубл. 19.02.2025, заявитель и патентообладатель Федеральное государственное бюджетное образовательное учреждение высшего образования «Рязанский государственный радиотехнический университет имени В. Ф. Уткина». — 10 с.: ил.
- Борейшо, А. С. Лазеры: Устройство и действие / А. С. Борейшо. — Учеб. пособие. — СПб: Мех. ин-т, 1992. — 215 с. — Текст: непосредственный
- Кузнецов, А. П. Оценка и обеспечение точности металлорежущих станков. Системные и физические основы. Системная концепция эволюции / А. П. Кузнецов. — М.: ТЕХНОСФЕРА, 2025. — 360 с. — Текст: непосредственный.
- Kasa I. A circle fitting procedure and its error analysis // IEEE Transactions on Instrumentation and Measurement. — 1976. — Vol. IM-25, No. 1. — P. 8–14.

