




)
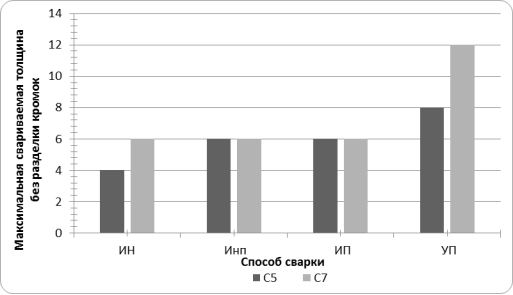
Сварка в СО2 плавящимся электродом преимущественно ведется дугой обратной полярности. Проплавляющая способность такой дуги значительно выше, чем при сварке неплавящимся вольфрамовым электродом в среде аргона. В последнем случае согласно ГОСТ -14771 сварка с двух сторон предусмотрена для толщин до 6 мм. При сварке плавящимся электродом такая толщина ограничена 12 мм (рис 1).
|
|
|
Рис. 1. Диаграммы допустимых толщин, свариваемых без разделки кромок |
Более высокую проплавляющую способность дуги при сварке плавящимся электродом отчастиможно объяснить более высоким эффективным КПД дуги, обусловленной передачей мощности, переносимой жидком электродным металлом, изделию. С этой точки зрения проплавляющая способность сварочной дуги с плавящимся электродом не должна зависеть от полярности дуги, так как сумма мощностей, выделяемых на электроде и изделии из близких металлов, не зависит от полярности. Однако на практике при сварке плавящимся электродом провар существенно выше на изделии-катоде. Для оценки соотношения проваров используют эмпирические коэффициенты, зависящие от диаметра электрода [1].
В работе [2] различие проваров при разных полярностях объяснили влиянием толщины прослойки жидкого металла в сварочной ванне. По мнению авторов, при сварке на обратной полярности меньше производительность расплавления электрода, меньше толщина жидкой прослойки в сварочной ванне и, вследствие этого, выше провар. При прямой полярности тока дуги имеет место обратная картина.
На это можно возразить то, что на обратной полярности больше провар изделия от действия катодной области дуги и жидкая прослойка по этой причине также увеличивается. В любом случае ее величина не должна зависеть от полярности дуги.
В работе [3] был выполнен анализ данных работы [2] с использованием имеющихся в литературе сведений по мощностям, выделяемым в приэлектродных областях дуги. В результате было показано, что мощность, передаваемая изделию электродным металлом, оказывает на проплавление изделия в несколько раз меньшее влияние, чем мощность, выделяемая в приэлектродной области дуги на изделии. В работе [4] также на основе анализа работы [2] показано, что площадь поперечного сечения шва при переходе с обратной полярности на прямую изменяется незначительно. Это косвенно подтверждает то, что причина различия проваров - не различие толщин жидкой прослойки. В работе [5] оценено среднее соотношение проваров обратной и прямой полярности β = 1,3.
Явление различия провара в зависимости от полярности дуги можно объяснить различной концентрацией мощности, выделяемой в изделии приэлектродной областью дуги и жидким металлом с электрода. Поэтому учесть разность проваров можно, используя при расчете различную сосредоточенность теплового потока источника тепла.
Для оценки перспективности такой методики были выполнены расчеты для двусторонней сварки плавящимся электродом в СО2 пластин толщиной 6,0 мм. Режимы сварки дугой обратной полярности взяты из работы [6]. Диаметр электродной проволоки 1,6 мм, ток 280 -300 А, напряжение дуги 28-30 В, скорость сварки 30-35 м/час. Полная мощность дуги Рд≈ 8410 Вт.
Провар при таком способе обычно составляет 60% толщины. Таким образом, для данной толщины ориентировочный провар 3,6 мм. Тогда сварке на прямой полярности должен соответствовать приβ= 1,3 провар Н=2,8 мм.
При расчете эффективной мощности принимали эффективный КПД дуги ηи=0,8. Тогда эффективная мощность дуги.
Также эффективную мощность при сварке плавящимся электродом более точно можно определить через сумму приэлектродных падений напряжения и мощность, поглощаемую вылетом электрода. При этом мощность, поглощаемая вылетом, будет незначительно отличаться для обратной и прямой полярностей дуги.
При расчетах использовали схему движущегося нормально-кругового источника тепла на поверхности плоского слоя [7]. Погружение активного пятна дуги в металл не учитывалось, так как использовался минимальный ток дуги со сравнительно низким давлением. Исследовали влияние осевого теплового потока на провар при постоянной эффективной мощности. Коэффициент сосредоточенности и диаметр пятна нагрева определялись по известным формулам [7].
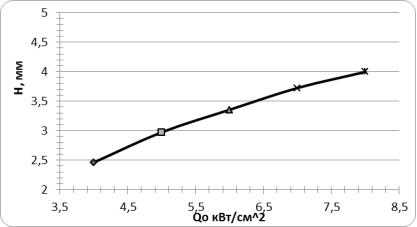
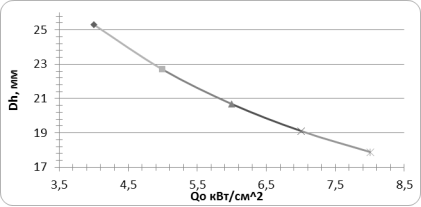
Теплофизические свойства принимались для низкоуглеродистой стали: коэффициент температуропроводности а =0,08 см2/с, объемная теплоемкость, Сv – 5,0 Дж/(см3 ºС). Расчетные данные приведены на рис.2, 3.
Для обратной полярности тока выбранному провару соответствует осевой тепловой поток 6,6 кВт/см2, для прямой 4,8 кВт/см2.
|
|
|
Рис.2. Зависимость провара от осевого теплового потока |
|
|
|
Рис.3. Зависимость диаметра пятна нагрева от осевого теплового потока |
Следует отметить, что для дуги прямой полярности с неплавящимся электродом в аргоне получены близкие значения осевого теплового потока Qo = 4,2 кВт/см2 [7].
Сварка на прямой полярности в защитных газах в настоящее время практически не ведется, что связано с пониженной пространственной устойчивостью дуги. Однако с появлением сварочных инверторных источников питания, формирующих переменный ток с регулированием доли любой полярности, эта проблема в значительной степени решается. Примером тому является использование источников питания с разнополярными импульсами тока для сварки под флюсом [2]. Режимы с преобладанием прямой полярности обеспечат повышение производительности сварки при заполнении разделки свариваемых кромок.
Вывод:
При расчете температур при сварке плавящимся электродом в зависимости от полярности дуги следует использовать источники тепла с различной величиной осевого теплового потока.
Литература:
- Акулов, А.И., Технология и оборудование сварки плавлением / А.И. Акулов, Г.А. Бельчук, В.П. Демянцевич. – М.: Машиностроение, 1977. – 432 с.
- Коберник, Н.В. Влияние рода и полярности тока на плавление электродного и основного металла при сварке под флюсом / Н.В. Коберник, Г.Г. Чернышов, П.П. Гвоздев и др. // Сварка и диагностика. 2011, № 5, С. 24-27.
- Сидоров, В.П. Влияние рода и полярности тока на плавление электродного и основного металла при сварке под флюсом / В.П. Сидоров // Сварка и диагностика. 2013, № 3, С. 20-23.
- Сидоров, В.П. Вклад в проплавление изделия мощности электродного металла при сварке под флюсом. / В.П. Сидоров, Н.А. Борисов // Пайка -2013: сборник материалов международной научно-технической конференции (Тольятти, 10-12 сентября 2013 года) / редкол.: А.Ю. Краснопевцев (отв. ред.) [и др.]- Тольятти : Изд-во ТГУ, 2013 359 с. С. 232-239.
- Сидоров, В.П. Методика расчета составляющих эффективной мощности дуги под флюсом с учетом полярности тока / В.П. Сидоров, М.А. Абрамова, Д.Е. Корсун // Инновационные технологии и экономика в машиностроении: сб. трудов VI Международной научно- практической конференции / Юргинский технологический институт. – Томск: Изд-во Томского политехнического университета, 2015. – С. 52-54.
- Оборудование для дуговой сварки: Справочное пособие / Под ред. В.В. Смирнова. Л.: Энергоатомиздат // Ленинградское отделение. – 1986.-656 с.
- Сидоров, В.П. Двухдуговая двусторонняя сварка неплавящимися электродами в аргоне / В.П. Сидоров, С.А. Хурин // Тольятти, изд-во ТГУ, 2015. – 191 с.
